
495 984-2494
499 735-9777
499 735-1380
499 735-9777
499 735-1380
ООО "ОКБ "БУЛАТ" Лазерное оборудование и технологии
| версия для печати
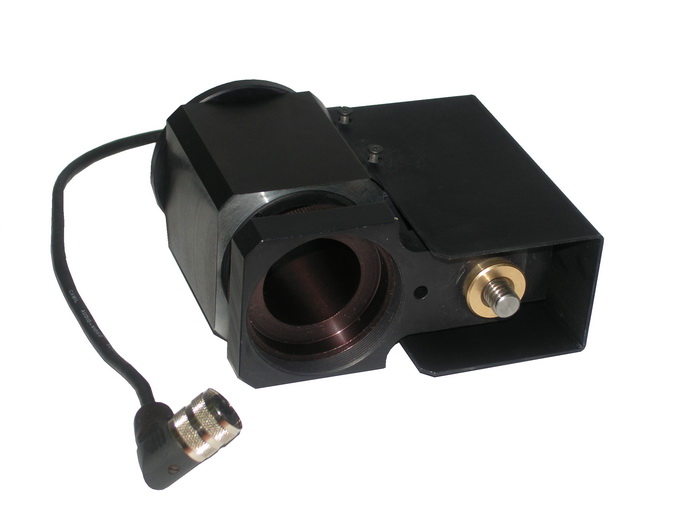
Автоматическая z-координатаАвтоматизированная Z-координата предназначена для перемещения фокальной плоскости объектива и изменения диаметра пятна при выполнении технологических операций сварки, а также поддержания зазора между соплом и обрабатываемой поверхностью при выполнении технологических операций резки.
Рис.1. Автоматизированная Z-координата.
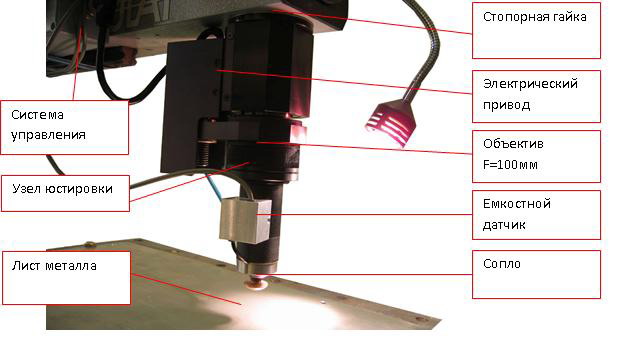
Автоматизированная Z-координата включает в себя емкостной датчик, электрический привод Z-оси (электрический привод телескопа - опционально), объектив, сопло, систему управления с интерфейсом пользователя, разъем питания и синхронизации.
Емкостной датчик измеряет емкость между соплом режущей головки и листом металла. Для правильной работы датчика лист металла должен быть электрически соединен с корпусом установки (например, через поддон для резки). После включения системы происходит поиск концевых датчиков, и система переходит в режим по умолчанию.
|
© 1991-2012 ОКБ «Булат» - лазерное оборудование и технологии.
Все права защищены.

Обратная связь
Все права защищены.
Обратная связь